Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

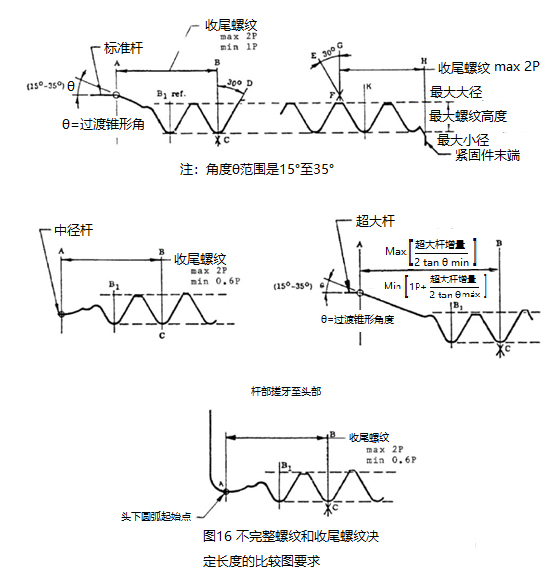
對於(yú)具有超大螺杆直徑的(de)螺栓(通常θ=15°-35°),2螺(luó)距(jù)加上超大螺杆直徑增加除以2 tanθ 最小。
2螺距加上螺栓頭螺紋的最大頭下圓角半徑。
c.垂直分度線B在點C處與30°側翼角線相交。
d.根據以下要求,線B1代表螺(luó)紋收尾(wěi)的最小長度,位於線B左側一段距離處:
粗杆緊固件的1個螺距。
對於具(jù)有超大(dà)杆徑的緊(jǐn)固件,1個螺距加上超大柄直徑(jìng)增加除以2 tanθ 最大。
中徑杆緊固件的為0.6個(gè)螺距。
螺紋到頭部的緊固(gù)件的0.6個螺距加上實際頭下半徑。
4.3.2不完整引導(dǎo)螺紋的圖表要求:
a.上述4.3.1.a中所述的水(shuǐ)平平行線。
b.垂直(zhí)線G在點F處與30°側翼角線E相交。
c.垂直線H位(wèi)於距離G右側(cè)2個螺距處。
d.垂直線K位於H左(zuǒ)側1.5螺距處。
4.3.3測(cè)量程序:用於確定不完整引導和收(shōu)尾螺紋長度的光學(xué)比較儀測量程序概述如下(見圖16)。
4.3.3.1收尾螺紋:旋轉零件,找(zhǎo)到最靠近夾具末端的第一個完整螺(luó)紋,其螺紋頂部(bù)和根部與代表最小螺紋高度的圖表水平線重(chóng)合。然後水(shuǐ)平移動零件陰影,直到上述螺紋的左(zuǒ)側與線D重合。
緊靠夾具的螺(luó)紋收尾末端應(yīng)位於A線和B1線之(zhī)間,這是可接受的。
4.3.3.2不完整的引導(dǎo)螺紋:旋轉零件,找到最(zuì)靠近零件(jiàn)端部(bù)的第一條完整螺紋,該零件的螺紋頂部和根部與(yǔ)代表最小螺紋高度(dù)的圖表水平線重合。然後水平(píng)移動零件陰影,直到上述(shù)螺紋的右側與(yǔ)線E重合。
不完整引導螺紋的長度應在G線和H線之間,以達(dá)到可接受的水平。
原文參考SAE AS 3062D-2019



