Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

1.範圍
本規範涵蓋了打頭螺栓、螺釘和螺柱的金屬流線形式的要(yào)求。螺栓、螺釘或螺柱製造中的打頭方式決定了(le)晶體流線形式,但它也(yě)受到緊固(gù)件和模具設計以及冷鐓方式的很大影(yǐng)響(xiǎng)。建議使用模具設計模(mó)擬軟件,這是一種常用做法,可提供可靠的冷鐓預測,以獲得(dé)更高的(de)金屬流線質量。
2. 測試方法
2.1 熱處理後,確定金屬(shǔ)流線的可接受性是非(fēi)常主觀的,因此,金屬流線檢測應在剛冷鐓後、熱處理前以及零件的後(hòu)續(xù)加工後進行,並應作為主要製造檢驗方法(fǎ)。
2.2 影響金屬(shǔ)流線形式的設計或加工變化需要重新驗證。這些變更包括但不(bú)限(xiàn)於:模具或模具變更、材料或線材變更。在發(fā)生這些變化的任何(hé)情況下,應重新驗證零件。
2.3 頭部和杆部應大致在中心線上剖切,杆部的最小長度為柄部直(zhí)徑的1.0倍。
2.4 使用基於ASTM E340的(de)腐蝕方法,並如製(zhì)造商(shāng)控(kòng)製計劃所示,對剖切的(de)頭部(bù)和(hé)杆部進行宏觀腐蝕,以充分顯示(shì)金屬流線形式。應(yīng)以足夠的放(fàng)大倍數查看金屬流線樣品,以確(què)保金屬流線具有足夠的(de)分辨率。
注:腐蝕後,金剛石(shí)砂輪上的輕微“暴露”拋光會(huì)消除流(liú)線脊上的一(yī)些凸起區域。該工藝改善了腐(fǔ)蝕流線較暗根部與光亮或拋光波峰(fēng)之間的對比度,來改進(jìn)評估。
3. 流線形式的要求
3.1整個(gè)產品中的(de)金屬流線應連(lián)續且不間斷,除(chú)非已確定飛邊切邊可接受。圓角和圓弧周圍必須保持連續和不間斷的金屬流線,但可能受到壓縮。不接受終(zhōng)止於末端到杆圓角、圓弧或杆表麵(miàn)的金屬流線。在鐓粗零件中,頭部(bù)的整個材料壓縮區應高於頭部至杆圓角。圖#1、圖#2和圖#3顯示了法蘭頭中可接受(shòu)的典型金屬流線形式。圖(tú)#4和(hé)#5顯示了法蘭頭中典型的不可接(jiē)受的金屬流線形式,以供比較。所有圖片均表示法蘭頭產品。但是,金屬流線原則和要求適用於所有頭部形狀。圖6和圖7顯示了沉窩驅動零件的可接受金屬流線。圖8和圖9顯(xiǎn)示了沉窩驅動(dòng)零件中(zhōng)不可接受的金屬流線(xiàn)。
注:壓縮區是鍛造過程中(zhōng)產生(shēng)的(de)材料晶體流。這些(xiē)是基本金屬的壓實(shí)流動晶體(tǐ),並在鍛造(zào)過程中流動形成零件形狀。整個壓(yā)實金(jīn)屬流線應(yīng)位於支承麵或支承麵上方,因為該區域包含可能導致製造和(hé)零(líng)件性(xìng)能不良的最大內應力。
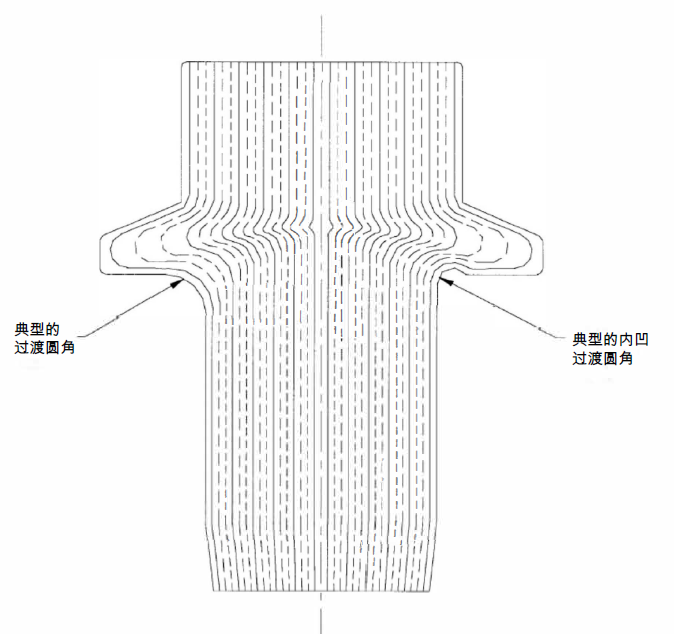
圖1 – 可接受的金屬流線形式
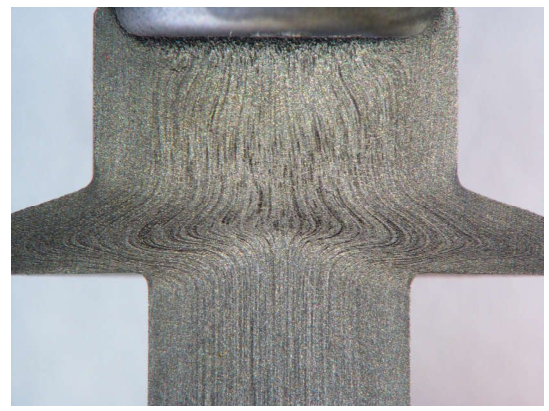
圖2-可接(jiē)受的金(jīn)屬流線圖

圖3-輕(qīng)微的可接受的金屬流線圖
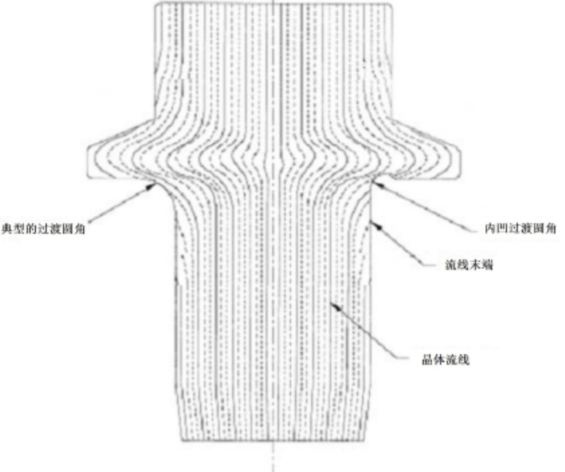
圖4-不可接受的金屬流線形式

圖5-不可接受的金屬(shǔ)流線圖

圖6-可(kě)接受的沉窩驅動(dòng)零(líng)件類型的金屬流線

圖7-可接受的沉窩(wō)驅(qū)動零件的金屬(shǔ)流線
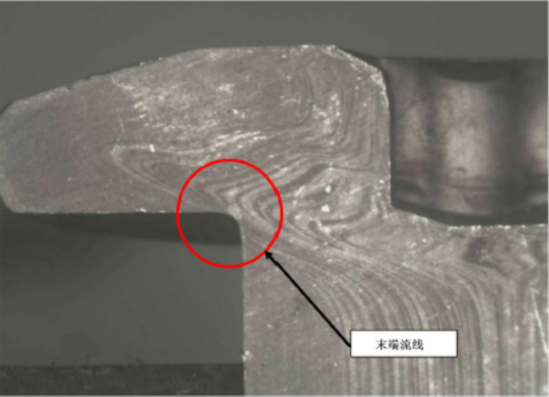
圖8-不可接(jiē)受的沉窩驅動零件的金屬流線
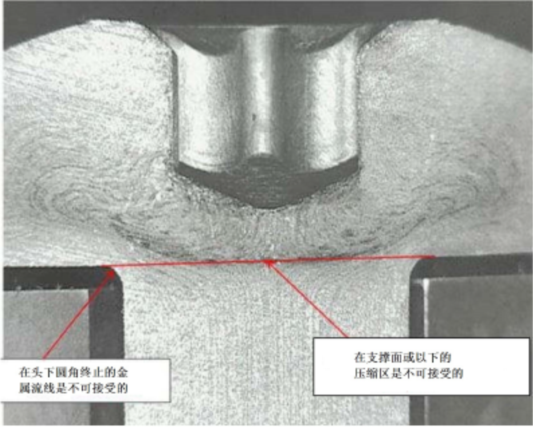
圖9-不可(kě)接受的沉窩驅動零件的金屬流線
以上要求均摘(zhāi)處SAE USCAR 8



